Verfahren
Beim Wasserstrahlschneiden wird das zu bearbeitende Material durch einen Hochdruckwasserstrahl getrennt. Dieser Strahl hat einen Druck bis zu 3300 bar und erreicht Austrittsgeschwindigkeiten bis zu 1000 m/s. Das Schneidgut erwärmt sich dabei kaum und das Gefüge des Werkstoffes wird dabei nicht verändert. Durch den hohen Druck ist das Schneidwasser keimfrei (Hochdrucksterilisation).
Reinwasserschneiden (Purwasserschneiden)
Beim Reinwasserschneiden wird lediglich die Strahlenergie des Wassers ausgenutzt. Die Schneidleistung bei harten Materialien ist sehr begrenzt. Allerdings kann bei weichen Materialien der Schnittspalt lediglich 0,1 mm betragen.
Abrasivschneiden
Zur Erhöhung der Schneidleistung wird dem Strahl häufig ein Schneidmittel, ein sogenanntes Abrasiv, zugesetzt. Erst durch die Beimengung eines solchen Abrasivs (wie z. B. Granat oder Korund) ist es möglich, härtere Materialien zu schneiden, die mit reinem Wasserstrahl nicht zu trennen sind.




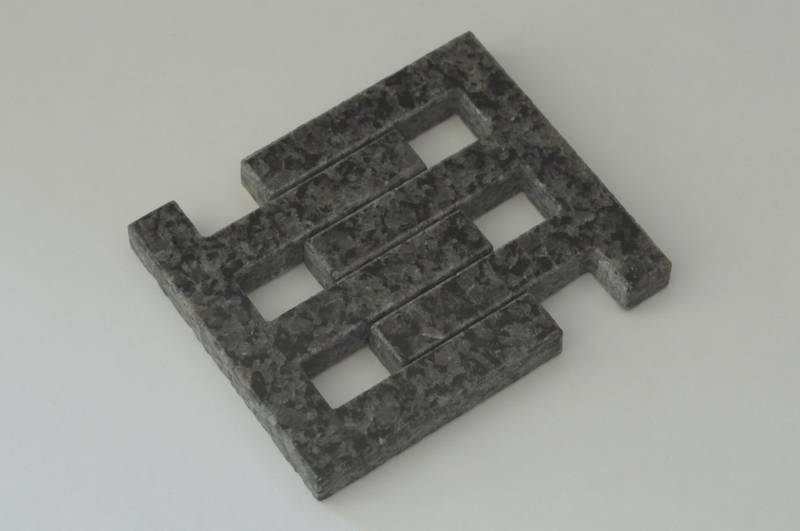




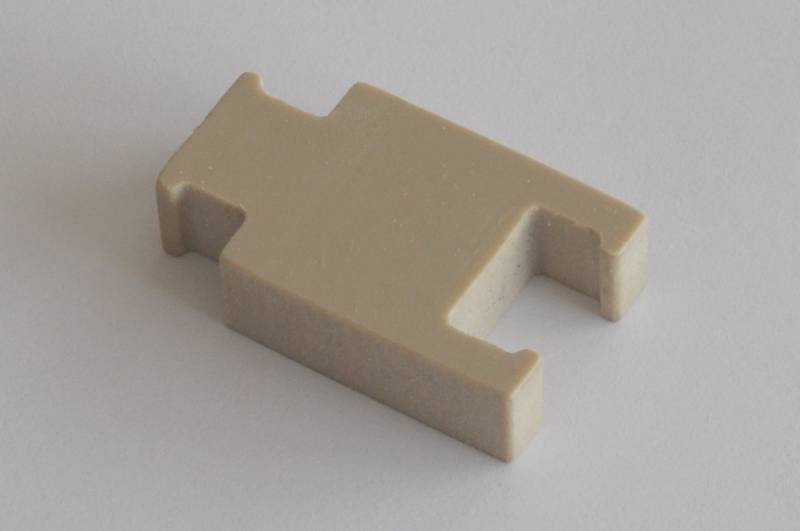






Isolierplatten für den Werkzeugbau, Stahl, Aluminium, Messing, Titan, Marmor, Granit, Stein, Schaumstoff, Gummi, Leder, Verbundstoffe, Glasfaserkunststoffe, Glas, Plexiglas, PVC, Acryl, Holzschichtplatten, Carbon, usw.